铝合金的特点与应用
- 重量轻、强度高、热导率大、耐腐蚀性能好、无磁性、成形性好、低温性能好。
- 采用铝合金代替钢板材料焊接,结构重量可减轻50 %以上。
- 被广泛地应用于各种焊接结构产品中
铝合金焊接的难点
- 铝合金焊接容易产生气孔
- 铝合金焊接易产生热裂纹
- 线膨胀系数大,易产生焊接变形
- 铝合金热导率大(约为钢的 4 倍) ,相同焊接速度下,热输入要比焊接钢材大 2~4 倍
- 铝合金表面易产生难熔的氧化膜(Al2O3 其熔点为 2060 ℃) ,这就需要采用大功率密度的焊接工艺
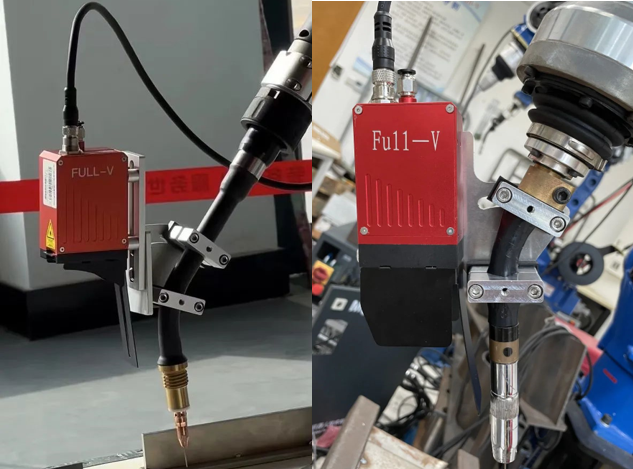
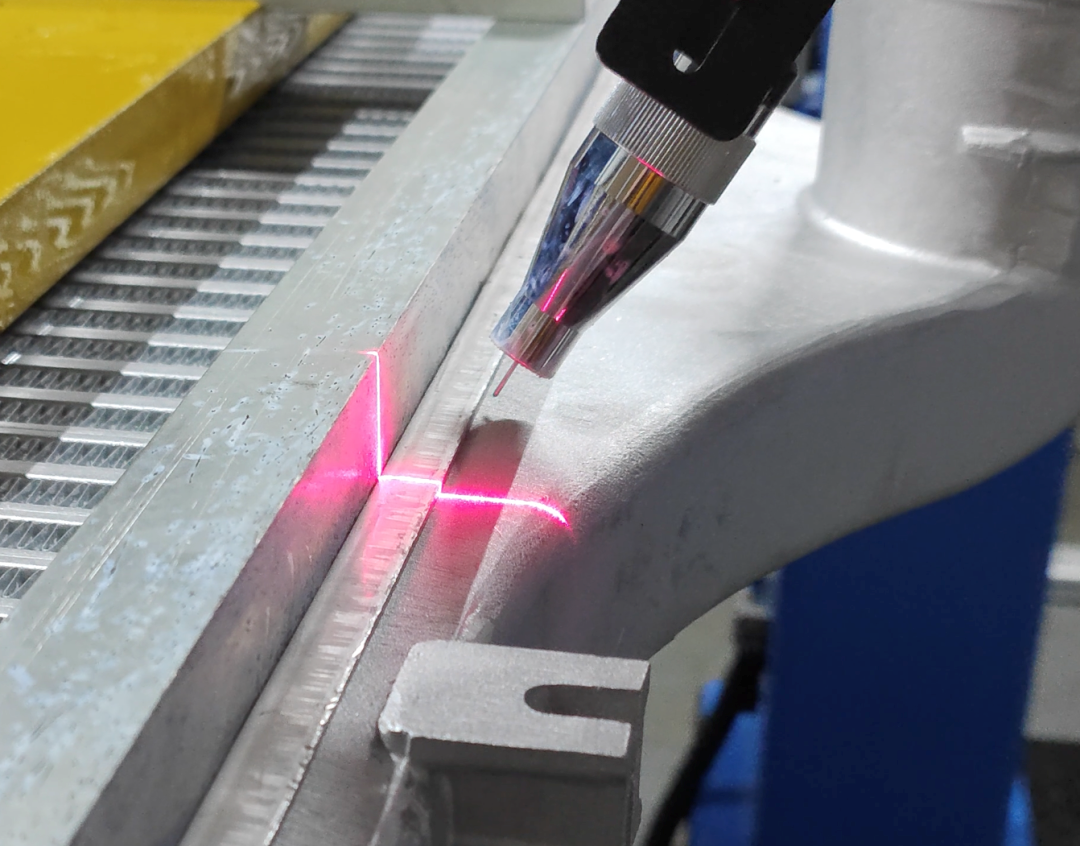
一、使用激光跟踪的原因、行业特点、对传感器的要求

激光传感器在铝焊中面临的挑战:
- 铝热变形量大,需要传感器检测有较高的灵敏度
- 铝对光、热的反射能力较强,需要传感器有较好的炫光和冷却装置
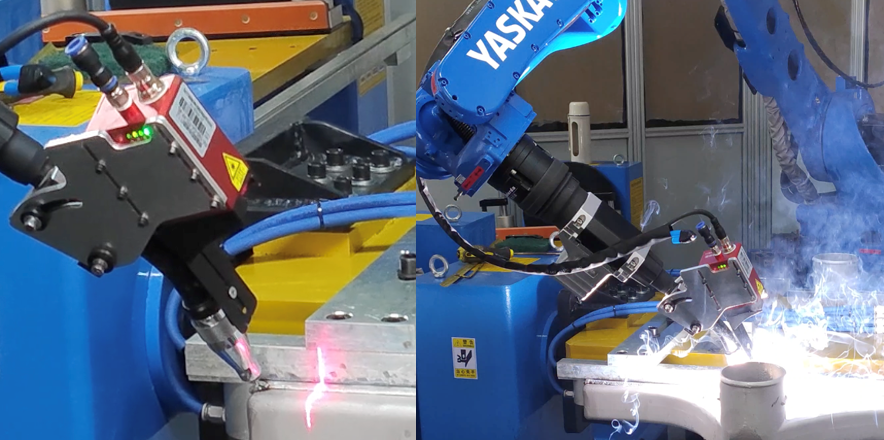
- 铝合金,特别是硅镁铝合金,在焊接过程中烟尘非常强,需要传感器不仅防护等级高,还要求算法很强抗烟雾干扰能力
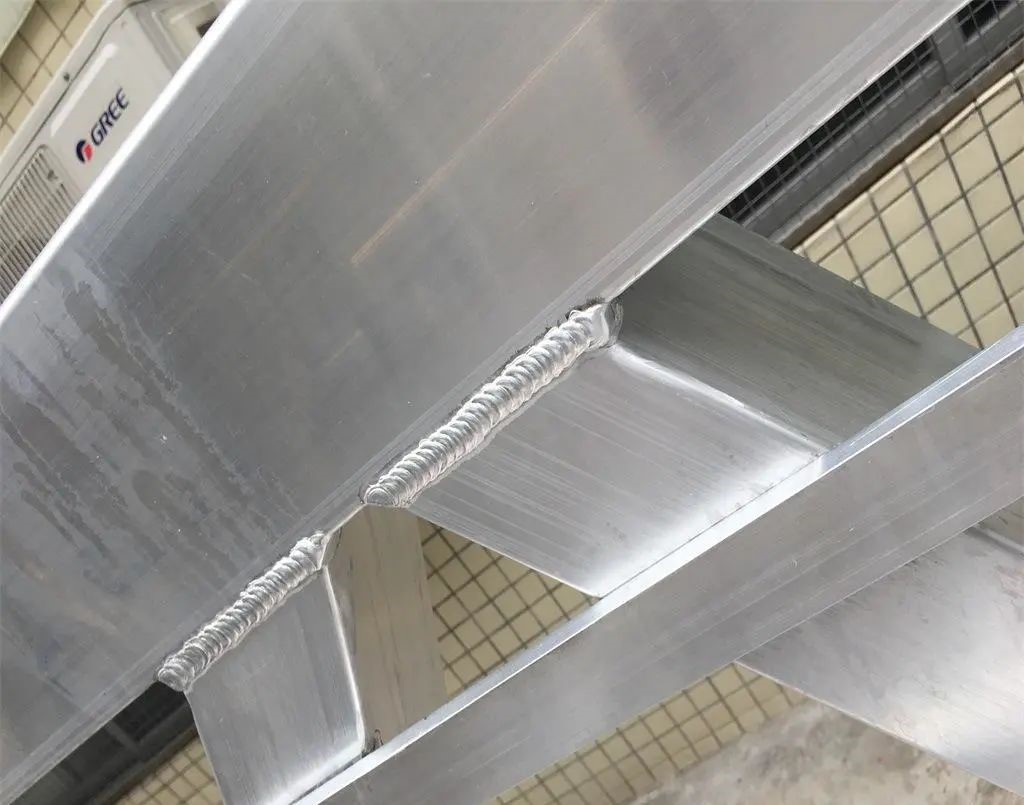
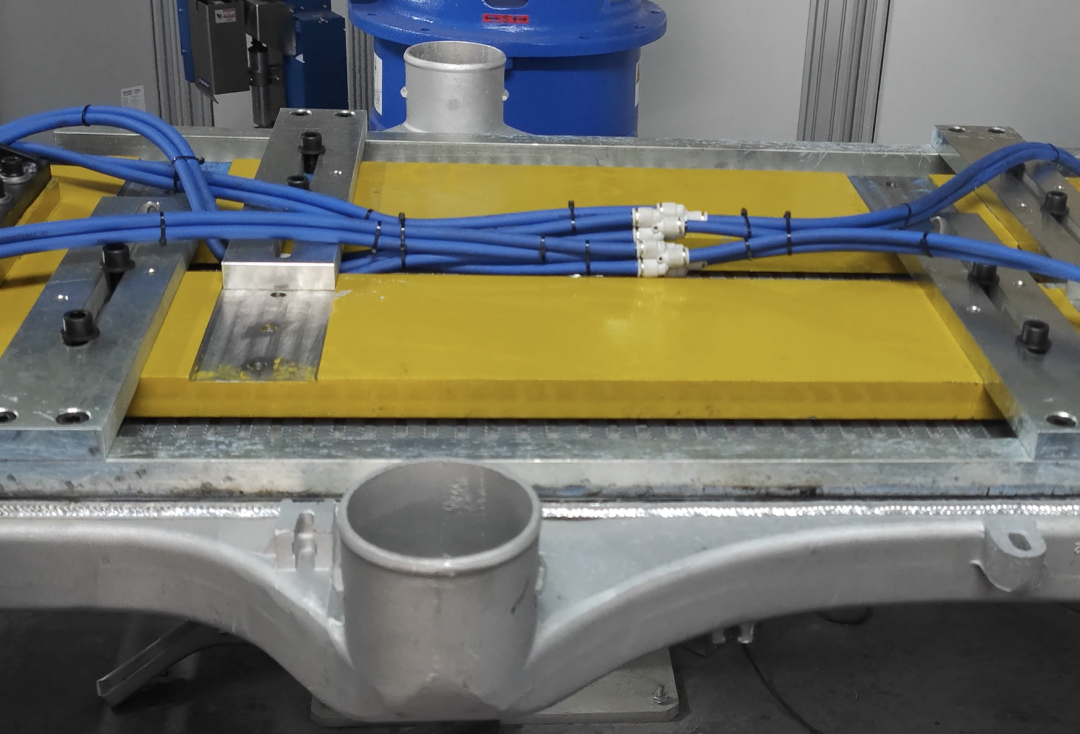
二、项目需求
- 硅镁铝合金车用水箱
- 工作长度为3~10mm
- 厚度达到0.3~1.2米不等
- 要求焊接良率高,密封性高
- 采用MIG工艺,需要精度控制在0.5mm左右
- 工件中间有结构件干涉,需要焊接中动态调整姿态
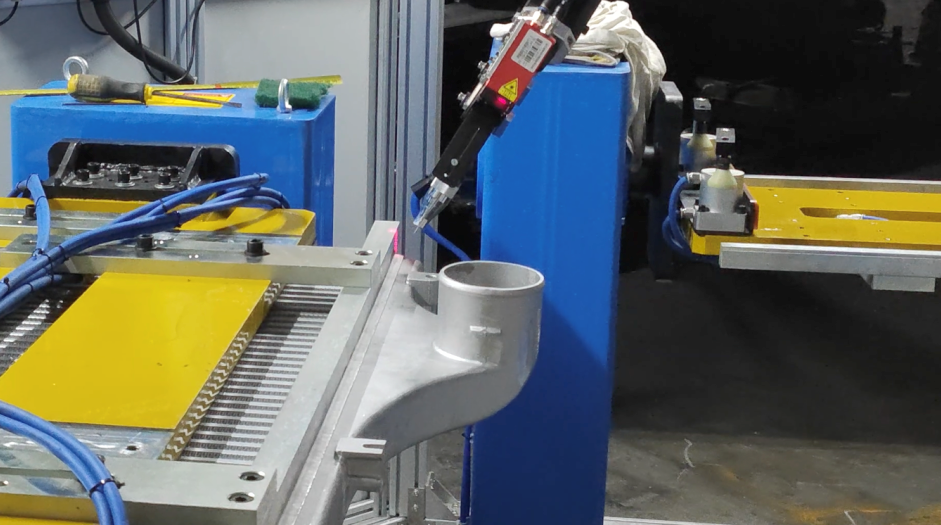
三、实现功能
- 起始点检测,解决工件摆放误差
- 变姿态实时跟踪,解决工件热变形
- 抗炫光算法,解决铝板反光干扰问题
- 风刀设计,减少烟尘对保护片的污染
- 内置风道设计,保证传感器在合理温度范围工作,大幅升级稳定性

四、视频展示
五、公司介绍