一、合作厂商介绍
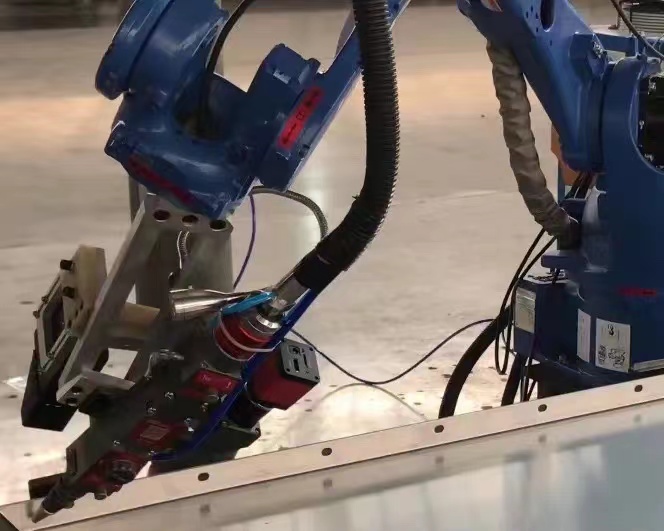
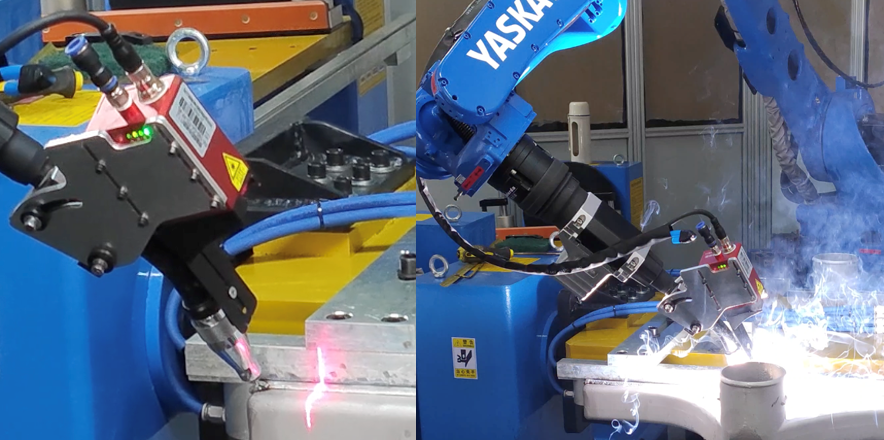
安川电机是全球市占率最高的工业用机器人公司之一,负责制造运动控制器、伺服驱动器、变频器、工业机器人,创立于1915年,总公司在福冈县的北九州市。
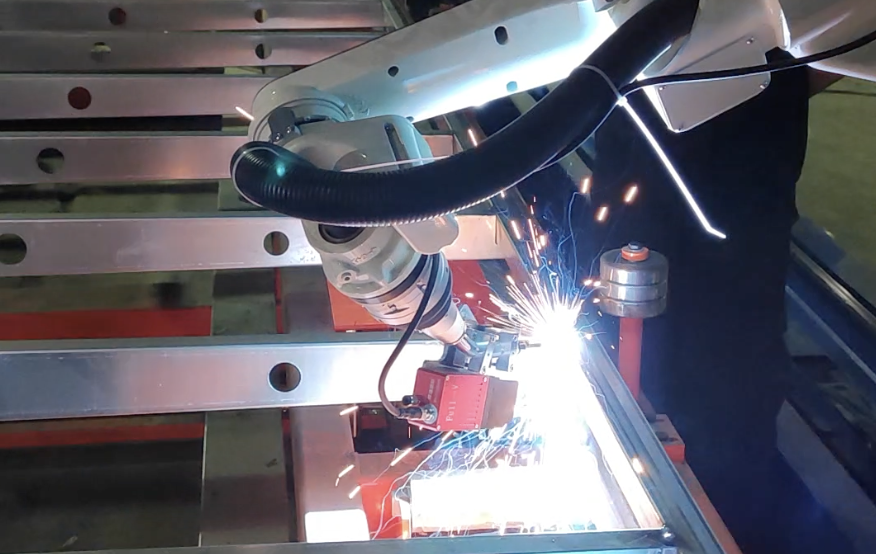
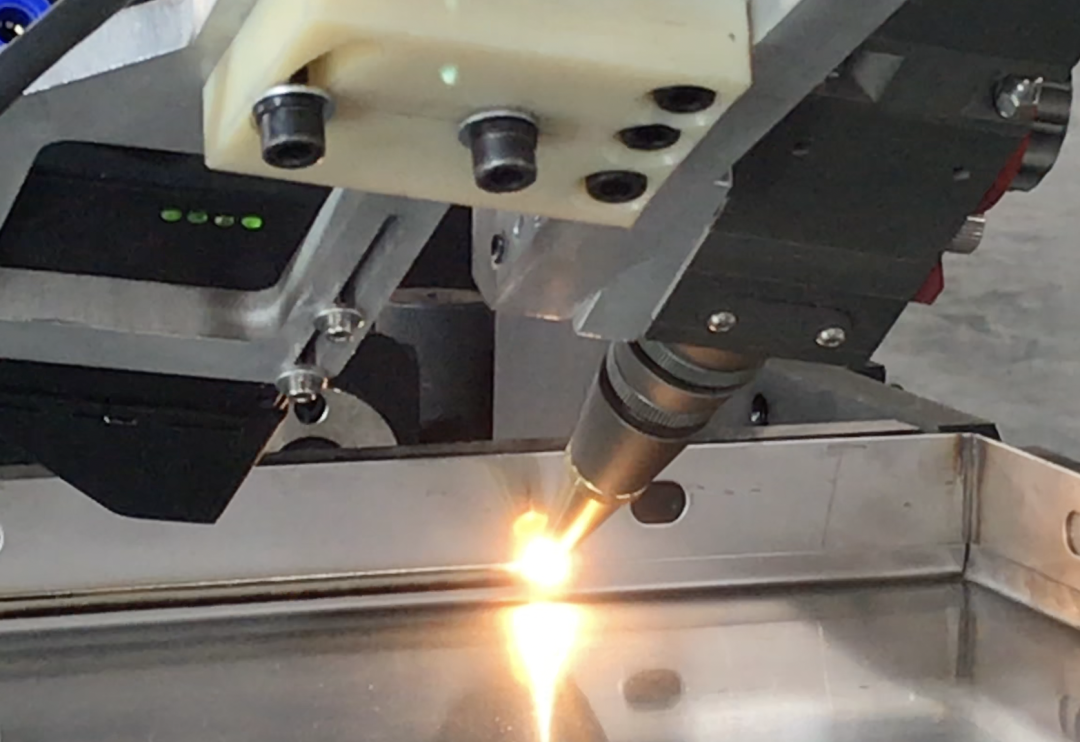
案例中的工件是一种工字钢底盘支持,母材厚度3~5mm
焊接保护气的性质及组分对焊接质量具有较大影响,常见焊接保护气体性质不同,对焊接速度、焊缝熔深、电弧稳定性影响不同,因此在实际生产过程中,应综合考虑多种影响因素,选取合适的保护气体,为焊接质量提供可靠保障。
一、引言
电弧焊过程中,若不加保护器,大气中的氧气(O2)或其他气体会侵入电弧和熔池,与高温熔化的金属发生反应,从而产生焊接缺陷,影响产品的适应性能。焊接保护气主要功能是保护待焊金属免受其他气体和杂质的污染,保障焊接产品的质量;另一方面焊接保护气的性能对焊接速度、焊缝熔深、成形、焊接烟尘、电弧稳定性等产生相应影响。焊接保护气按照气体活性程度可以分为惰性气体(如:He)和非惰性气体(如:CO2);按照组元成分可以分为单一组元气体(如:GTAW-使用纯Ar作为保护气体)和多元混合气体(如:GMAW-使用纯75%Ar+25%CO2作为保护气体);按照气体氧化性强弱可以分为强氧化性气体、弱氧化性气体、还原性气体、中性气体;此外,除气体活性程度、组元成分、氧化倾向之外,保护气体的电离能和导热系数也是选择保护气体重要依据。
二、焊接保护气的选择及应用
(一)GTAW中焊接气体的选择及应用
氩气(Ar)因其为惰性气体,常温和高温下不与其他元素起化学作用,且电弧稳定性好,电离电压较低,焊缝成形美观,成本较低,在GTAW中适用作为各种金属焊接的保护气体。目前,GTAW中可以采用氩气作为焊接保护气体的金属包括所有碳钢不锈钢以及几乎全部有色金属:铝、铜、镍、钛、锆等及其合金,并且焊接效果优良。使用单纯的氩气作为GTAW保护气体虽然可以获得优良的焊接接头,但由于其电弧能量较低,在焊接熔透力和焊接速度上无法满足实际需要,此时可采用氩气与其他气体混合以提高焊接熔透力和焊接速度,如Ar+He或Ar+H2等。
(二)GMAW焊接气体的选择及应用
1、普通碳钢(结构钢)GMAW保护气体选用
对于普通碳钢,或者用于生产钢结构的结构钢,如果不是对焊接质量和焊接外观有严格要求,通常采用CO2作为保护气体,此时又称CO2气体保护焊,该方法具有生产效率高、焊接质量好、成本低、实用性强等优点。需要注意的是,液态CO2中可溶解质量分数为0.05%的水,多余的水则成自由状态沉于瓶底。这些水在焊接过程中随CO2一起挥发并混入CO2中,直接进入焊接区。因此水分是CO2气体中最主要的有害杂质。保护气体CO2气体的纯度及质量应当满足要求。
对于焊接质量较高的场合,需要进行无损检测或压力试验时,可用Ar+CO2作为保护气体,保护气体的组份变化可以影响焊接电弧空间形态、电弧能量密度、熔滴过渡方式、焊丝熔化特征及焊接过程飞溅等,还可以改善焊接过程电弧及过渡的稳定性及液态金属与熔池的润湿情况,改善焊缝成型,降低飞溅,消除和防止缺陷的产生,提高焊缝接头的性能。
2、不锈钢GMAW保护气体选用
不锈钢GMAW中焊接气体的选用,不但要根据不锈钢的类型及焊接位置等因素,同时也必须考虑背部成型、焊接组合、熔滴过渡形式等其他因素,才能获得最优的焊接效果。
用纯氩只能适合TIG焊接不锈钢,而不能适用于MIG焊接不锈钢。因为纯氩气体下熔化极气体保护焊时,不锈钢的熔滴和熔池的表面张力较大,熔池液态金属流动性很差,焊缝表面无法铺展润湿,焊道成形较差。
当在氩气中加入1-2%氧,不锈钢的熔滴和熔池的表面张力降低,熔池液态金属流动性增强,提高了焊缝表面的铺展润湿性,焊缝熔深熔宽适中,焊道成形美观。0-1%适合于奥氏体不锈钢,0-2%适合于铁素体不锈钢;0-2%较比0-1%熔池具有更好的流动性,适合于不锈钢焊丝的喷射过渡及脉冲过渡,适合于不锈钢焊件的平焊及平角焊。
当在氩气中加入2-5%CO2,担心有增碳倾向。试验证明CO2≤5%,焊缝含碳量≤0.03%,仍在超低碳的水准以下。电弧的稳定性好,氧化性减弱,合金元素烧损少,无增碳倾向;适合于不锈钢焊丝的短路过渡喷射过渡及脉冲过渡。当在氩气中加入2-5%CO2适合于不锈钢管道的TIG打底焊+MAG填充盖面焊的组合工艺,全位置焊接,短路过渡,焊缝平整美观。
三元混合气体优点更为突出,如组分为Ar+5%CO2+2%O2的三元混合气体,电弧集中性强,焊缝单面焊双面成型好,适合于技术要求较高的不锈钢焊接;组分为Ar+He+CO2的混合气体,其中氦气可增加焊缝的熔深,提高焊接速度,减少焊件的变形量;组分为Ar+CO2+N2的混合气体是欧美开发的新工艺,其中氮气可增加焊缝的熔深和熔宽。
3、铝合金GMAW保护气体选用
对于适合焊接的铝合金,GMAW中通常采用Ar作为保护气,值得注意的是铝合金对焊接气体的纯度有较高要求,如果保护气体达不到,焊缝两侧则会出现黑色氧化物,影响焊接外观质量。如果想要得到较大地焊接熔深和焊接速度,则可以在Ar中加入一定比例的He。由于He的传热系数大,在相同电弧长度下,电弧电压比用Ar时高。电弧温度高,母材热输入大,熔化速度较高。适于焊接厚铝板,可增大熔深,减少气孔,提高生产效率。但如加入He的比例过大,则飞溅较多。
4、其它金属及合金GMAW保护气体选用
对于铜及铜合金GMAW除了使用纯Ar作为焊接保护气外,可以在Ar气中加入一定比例的氮气,可以降低生产成本,同样也能起到保护作用,但有一定飞溅和烟雾,成形较差。对于镍及镍合金GMAW除了使用纯Ar和Ar+He作为焊接保护气外,也可以在Ar气中加入少量的氢气,同样可以提高焊接效率。对于钛及钛合金GMAW,由于Ti与N、H、O都具有较强的结核性,因此只能使用纯Ar和Ar+He作为焊接保护气。
三、结论
综上所述,焊接保护气体在气体保护焊中作用尤为重要,焊接保护气体的选用直接影响到焊接生产的质量、效率及成本。由于焊接材质的多样性,焊接气体的选用也比较复杂。实际生产时,需要综合考虑焊接材质、焊接方法、熔滴过渡形式、焊接位置、以及要求的焊接效果,才能选择最适合的焊接气体,同时达到最佳的焊接结果。
来源:百度-焊接技术交流站
公司介绍
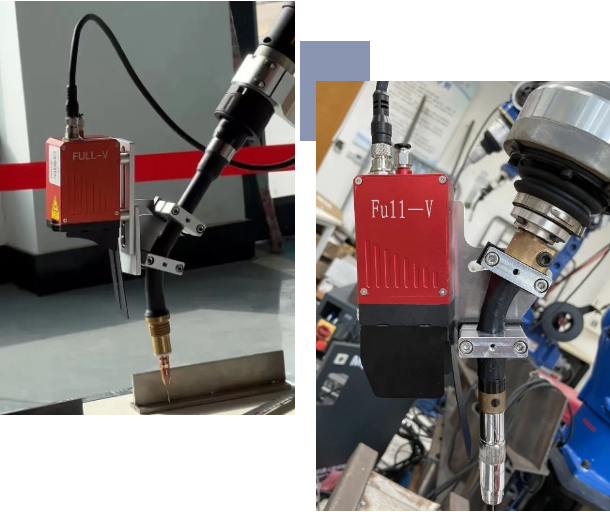
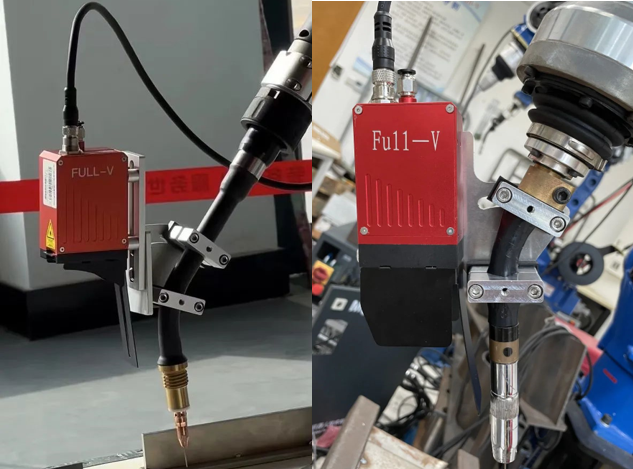
苏州全视智能光电有限公司(Full-V)成立于2017年,位于江苏省苏州市工业园区,在北京、山东设有分公司,华南和西南设有办事机构。公司主要以3D激光焊缝跟踪传感器为核心,为客户提供传感、机器人行业解决方案以及焊接专机系统整套方案。(焊缝跟踪、焊缝引导、焊缝检测、激光寻位、焊缝寻位、跟踪寻位、焊缝纠偏、激光视觉)
苏州全视智能光电有限公司(Full-V)主营产品为各式近距离、中距离、中远距离、远距离、点激光、运动控制器系列传感器以及各行各业定制化焊接解决方案,满足客户各种焊接需求。
苏州全视智能光电有限公司(Full-V)在光学、电子硬件、算法、系统等领域大量创新,截至目前,在相关领域已经申请软件著作权48项、专利17项,其中发明专利授权1项、实用新型专利授权4项、软件产品认证1项。获得“江苏省民营科技企业”、“苏州高新技术企业培育入库”、“苏州工业园区第十四届科技领军人才项目”、“国家高新技术企业”等多项资格。
苏州全视智能光电有限公司(Full-V)以服务客户,共同实现100%项目交付为理念,光电传感器国产化替代为自身定位,期望让机器人标配激光的眼睛!
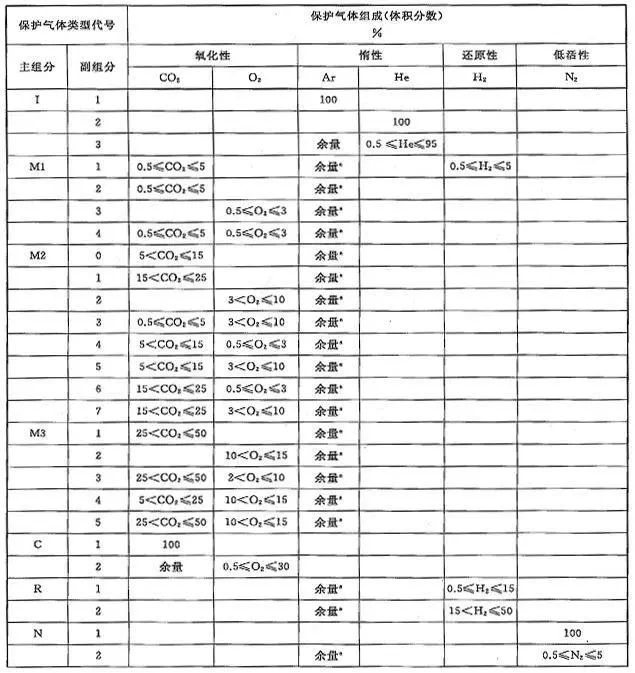
焊接用气体主要是指气体保护焊中所用的保护性气体,包括二氧化碳(CO 2 )、氩气(Ar)、氦气(He)、氧气(O 2 )、混合气体等。焊接时保护气体既是焊接区域的保护介质,也是产生电弧的气体介质;因此气体的特性(如物理特性和化学特性等)不仅影响保护效果,也影响到电弧及焊接过程中的稳定性。

常用的保护气体类型代号及保护气体组成见下表1
表1:焊接时保护气体的分类
不同焊接过程中气体的作用也有所不同,并且气体的选择还与被焊材料有关,这就需要在不同的场合选用具有某一特定物理或化学性能的气体甚至多种气体的混合。焊接中常用气体的主要性质和用途见表2,不同气体在焊接过程中的特性见表3:
表2:焊接常用气体的主要特征和用途
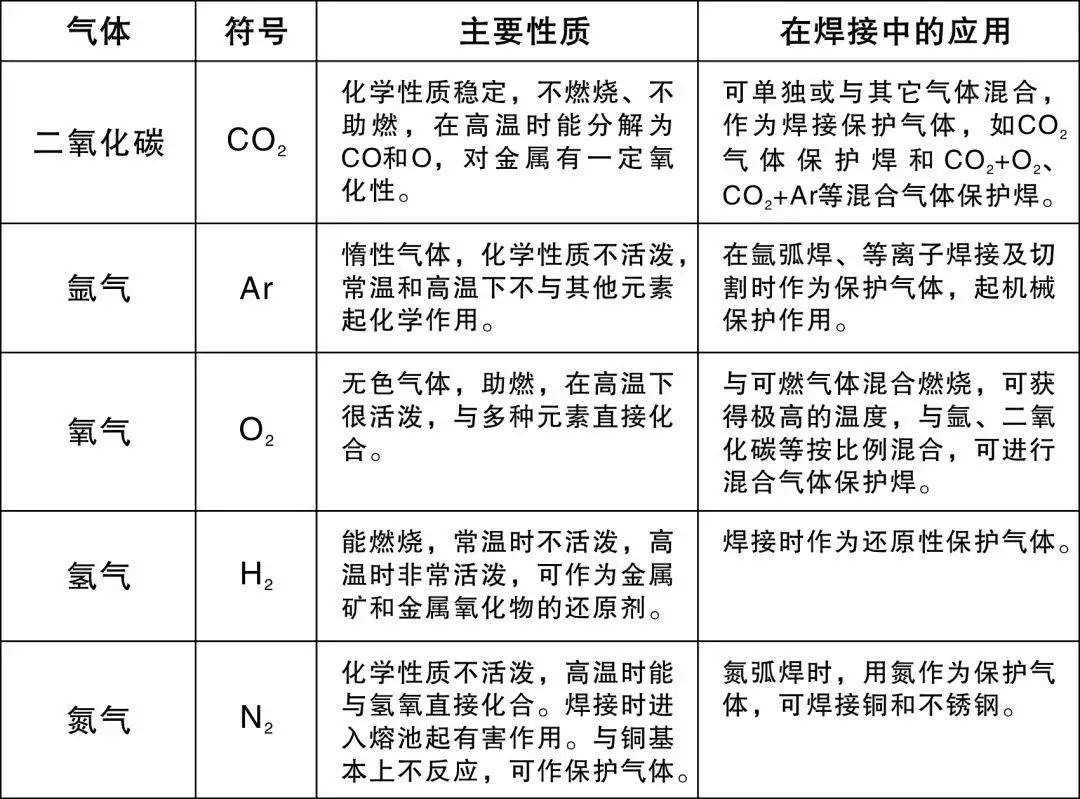
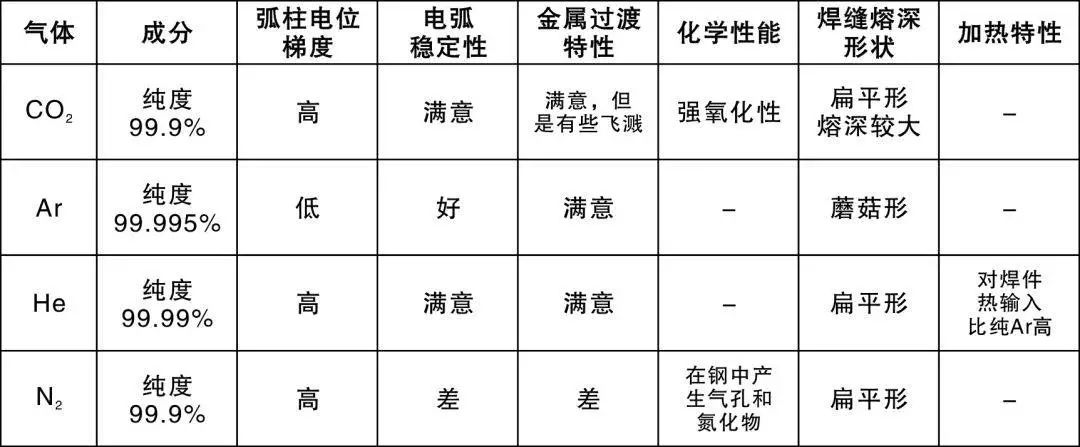
表3:不同气体在焊接过程中的特性
特别要提醒的是:使用CO 2 气体焊接,请一年四季都必须使用气体加热装置,因为CO 2 气瓶内的CO 2 气体,液态转化气态需要消耗大量的热,为避免温度过低冻住气表,阻碍CO 2 气体顺畅流出,必须使用气体加热器进行加热。并且CO 2 气体中含有少量的水分,水分在焊接过程中分解成氧气、氢气,焊缝会出现氢气孔,加热可以显著降低氢气孔的出现。
所以焊接过程中,不仅仅要选择对的焊接材料,还要选择可靠的焊接气体来与之匹配。
文章来源:搜狐-焊割在线
苏州全视智能光电有限公司(Full-V)成立于2017年,位于江苏省苏州市工业园区,在北京、山东设有分公司,华南和西南设有办事机构。公司主要以3D激光焊缝跟踪传感器为核心,为客户提供传感、机器人行业解决方案以及焊接专机系统整套方案。
苏州全视智能光电有限公司(Full-V)主营产品为各式近距离、中距离、中远距离、远距离、点激光、运动控制器系列传感器以及各行各业定制化焊接解决方案,满足客户各种焊接需求。焊缝跟踪、焊缝引导、焊缝检测、激光寻位、焊缝寻位、跟踪寻位、焊缝纠偏、激光视觉。
苏州全视智能光电有限公司(Full-V)在光学、电子硬件、算法、系统等领域大量创新,截至目前,在相关领域已经申请软件著作权48项、专利17项,其中发明专利授权1项、实用新型专利授权4项、软件产品认证1项。获得“江苏省民营科技企业”、“苏州高新技术企业培育入库”、“苏州工业园区第十四届科技领军人才项目”、“国家高新技术企业”等多项资格。
苏州全视智能光电有限公司(Full-V)以服务客户,共同实现100%项目交付为理念,光电传感器国产化替代为自身定位,期望让机器人标配激光的眼睛!
“激光3D传感器好比是机器的眼睛,能更精准的帮助机器进行加工生产,进一步提高生产效率。”苏州全视智能光电公司创始人张永泉说。全视智能光电是一家面向工业领域的计算机识别初创公司,拥有数字光学重建和人工智能处理器两大核心技术,专注于3D智能光电传感器的研发制造,以及焊缝跟踪、三维引导、在线检测、在线测量等系统的技术服务与解决方案,被园区评选为2020年领军企业之一。

我们一起走进苏州全视智能光电科技有限公司,听张永泉博士讲述公司的创新发展之路。
机遇:“从研究员到创业者”
“也许是跟船有缘吧。”张永泉笑着说。2006年回国后,张永泉便进入到中国船舶工业系统工程研究院工作,这一干就是12年,直到2018年,早已过不惑之年的张永泉做了一个大胆的决定,他要离开研究院去做一番自己的事业,于是他抱着对未来的向往,踏上了新的人生道路。
由于早年间跟船厂接触较多,他无意间发现,船厂在焊接上存在着许多障碍,焊接自动化程度非常低,并且人工焊接过程中产生的烟尘会对人体造成危害,容易使人患白内障和皮肤病。敏锐的他立刻将目光聚集于此,他决定要做出一款产品来解决这个问题,于是他来到了苏州,开始全身心扑在了产品的开发上,本就对算法颇有研究的他,做起来非常得心应手。
“在焊接过程中,机器人只能很简单的从一个点到另外一个点,加上了激光传感器就相当于加上了眼睛,可以实时补偿生产的不足。”张永泉解释,要想产品加工的更到位,生产效率更高,离不开激光传感器的使用。激光焊接器的使用将效率提高了5至6倍,还有效地对操作人员进行了保护。
一款产品的诞生并不如我们所想的那样简单,从前期开发到后期调试再到真正出品,历时了大约两年。“工业化产品不像互联网产品一样能快速换代,它需要到实际项目中落地实验,才能标准化生产。”他说。
选择:“从北京到苏州”
北京到苏州的距离大约1155公里,这不仅是地图上的距离,也是张永泉寻梦的距离,经过全面调研后,他义无反顾的选择来到苏州。“苏州是整个智能制造的中心,并且苏州的地理位置非常好,有利于我们向华东辐射。同时,园区的营商环境很好,产业链很集中,人才也比较聚集,这都是我非常看重的。”张永泉说,自己就是认定了苏州,要在苏州闯荡出一片天地。
公司落地在园区纳米技术科技园内,两间实验室是他梦想的开始,一间主要负责研发,一间主要负责调测,而生产则是由东莞的代工厂来负责。自2019年成立迄今,全视智能光电已然取得不错的成绩,目前完成了十多个型号产品的研发,与国内多家知名机器人制造商达成了战略合作,部分已经实现小批量交付,出货量达到全国前三。
谈及获得园区领军人才称号有何感想,张永泉坦言,对于他而言,这是一种认可,同时这也是一种动力,让他继续保持初心,研发出更多的好产品。苏州全视智能光电有限公司目前在职人员15人,其中12名都为研发人员,下一步将增加销售团队,促进公司更好的发展。

初心:“做更好的产品”
在智能制造产业,国外的产品由于先发优势和开放合作,前期占有了国内大部分的市场,对行业的垄断给他们带来了超额的利润,一台国外的光电设备在国内的售价高达30万元,高昂的价格让不少厂商望而却步。全视智能光电的核心产品制造成本只有国外同类产品的三分之一,目前已经基本实现零部件微型化、国产化,并且软件的应用性、易操作性也都反超国外产品,目前逐步开始占据国内市场。
“我们合作的一个杭州公司,之前一直使用的是加拿大公司的产品,替换了我们产品之后,决定要跟我们长期合作,并且我们还可以提供技术支持,去现场指导。”张永泉自豪地说。
算法是传感器核心,扮演着大脑的角色。只有通过算法,机器才能在生产中精准识别。“我们目前注册的专利当中有两套算法是独有的,其中一套自主研究的激光线提取算法,可以做到领先国内其他厂商一代。”随着越来越多的项目开发,苏州全视智能光电今年申报了9个发明专利和7个著作权,预计在未来还将有更多的成果展现。
“我们当前已经跟部分公司达成战略合作,将我们的产品融入到机器人当中,希望通过我们的努力,让3D智能传感器成为工业机器人的一个标配产品,能为行业做出更大的贡献。”张永泉说。随着光机电一体化技术与产品在国内迅速推广与发展,在苏州工业园区丰富的智能制造产业链支持下,全视智能光电正在全力加速,领跑行业。

4月16日,苏州全视在成立三周年之际,历时十五个月研发的第四代焊缝跟踪传感器正式发布。新一代的传感器在抗炫光、抗飞溅、焊点过滤、扫描速度上带来了跨越式的升级,更多升级细节点击下面视频进行了解。

 这代产品在专机系统有数十台的应用。在这过程我们发现,大部分工厂环境恶劣,分体式传感器不仅工控机成本高,体积大,而且是一个重大不稳定因素。
这代产品在专机系统有数十台的应用。在这过程我们发现,大部分工厂环境恶劣,分体式传感器不仅工控机成本高,体积大,而且是一个重大不稳定因素。
 因此在18年推出的第二代产品中使用一体化设计,采用大规模FPGA芯片作为处理器。测量速度可以达到1500HZ以上,同时满足在线检测、焊缝质量分析、八米/每分钟的超高速焊缝跟踪。
因此在18年推出的第二代产品中使用一体化设计,采用大规模FPGA芯片作为处理器。测量速度可以达到1500HZ以上,同时满足在线检测、焊缝质量分析、八米/每分钟的超高速焊缝跟踪。

 第三代产品采用车规级双核CPU和四核DSP,实现200万90HZ焊缝跟踪。
第三代产品采用车规级双核CPU和四核DSP,实现200万90HZ焊缝跟踪。

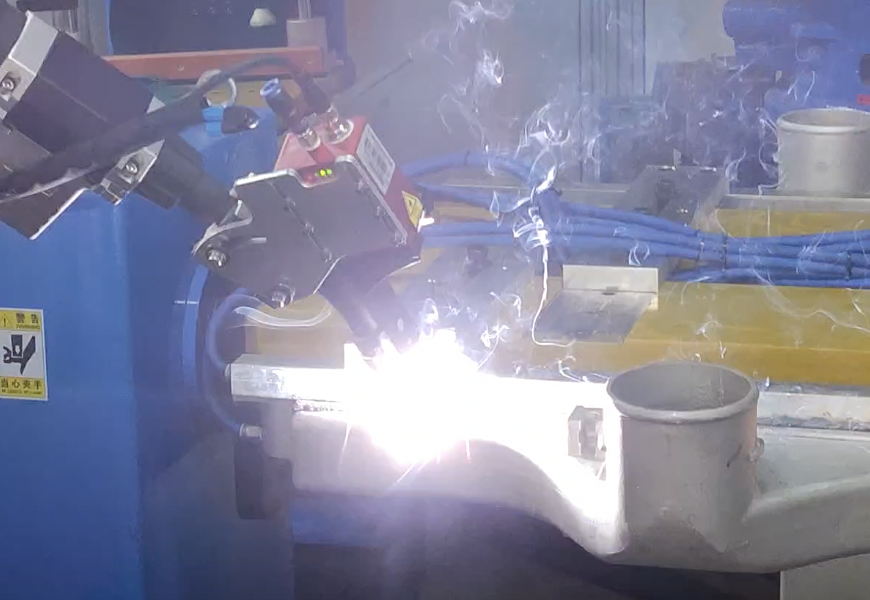
项目中总结发现,行业面临最大的问题是金属表面炫光、焊接过程中的飞溅弧光、焊点的检测、以及零缝隙的对接焊缝识别等。
这些行业难题都已经无法通过光学或物理方式得到解决,只能依赖于算法解决。
这就需要有经验的技术支持工程师,现场进行复杂的算法参数配置,这样会造成项目交付周期长,成功率低等风险。
因此第四代算法针对炫光淹没激光线、炫光与激光线相似等4种恶劣场景,实现全自动炫光消除算法。
我们利用Sensor高达240HZ高速成像特性,采用空间超分算法重建激光线,以此消除炫光和飞溅的影响。
通过对数据进行时间序列对比分析,并时域重建,精准检测出对接、搭接等焊缝类型上的焊点。
另一个具有挑战性的问题是薄板对接,其缝隙非常小,不仅缝隙会接近0,而且存在各种毛边干扰。对于这种0缝隙的对接焊缝我们定制了专用算法,不但能识别焊缝还能识别焊点。
最后就是高速扫描,通过传感器高速扫描工件,生成三维模型后,能自动生成焊接轨迹和工艺应用参数。这得益于240HZ高速图像采集和12核GPU,可达到每分钟6米的扫描速度。节拍上与3D拍照接近,但是精度更高,并且完全不受弧光、环境光干扰。适用性和可交付性更高。


时光荏苒,岁月峥嵘。2022年4月18日,苏州全视智能光电有限公司迎来了3周岁生日。

回首三年,机遇与挑战并存,全面贯彻落实公司各项工作部署,围绕经营目标,在复杂的市场环境和激烈的行业竞争中,勇于担当、甘于奉献,坚决扛起规模化、高质量发展的责任和使命!

2017年:第一代产品为波纹板专机应用,控制器为工业电脑。
2018年:第二代产品采用全嵌入式控制 器,1000Hz高速检测,满足 8 米 / 分钟激光焊接需求。应用于汽车电池激光焊接。
2019年:第三代产品采用第二代全嵌入式 控 制 器,针 对弧焊设计, 体积小,视野大。同时为国内第一个在 Yaskawa-YRC1000 控制柜上实现实时跟踪的厂商。
2020年:自主研发专机系统解决方案,提供直缝专机、环缝专机、圆孔塞焊专机等多种专机解决方案。
2021年:产品系列化,满足标准使用和行业定制需求,提供标准传感器、机器人行业解决方案、焊接专机解决方案及定制化解决应用等服务。
2022年:第四代产品跨越式量产
公司主要以3D激光焊缝跟踪传感器为核心,为客户提供传感、机器人行业解决方案以及焊接专机系统整套方案。
公司主营产品为各式近距离、中距离、中远距离、远距离、点激光、运动控制器系列传感器以及各行各业定制化焊接解决方案,满足客户各种焊接需求。公司在光学、电子硬件、算法、系统等领域大量创新,截至目前,在相关领域已经申请软件著作权48项、专利17项,其中发明专利授权1项、实用新型专利授权4项、软件产品认证1项。获得“江苏省民营科技企业”、“苏州高新技术企业培育入库”、“苏州工业园区第十四届科技领军人才项目”、“国家高新技术企业”等多项资格。
 苏州全视以服务客户,共同实现100%项目交付为理念,光电传感器国产化替代为自身定位,期望让机器人标配激光的眼睛!
苏州全视以服务客户,共同实现100%项目交付为理念,光电传感器国产化替代为自身定位,期望让机器人标配激光的眼睛!
“春华秋实,岁月更迭”。2022年,是公司“站在新起点,实现新跨越”的重要一年。在此良好的发展机遇下我们将继续深化改革,突出创新这条主线,加快新产品开发的步伐,进一步实现产品结构的优化调整,不断实现企业的可持续繁荣发展!
新起点、新希望。站在2022年的起点,我们将继承和发扬过去工作中存在的优点,汲取经验,摒弃不足,满怀信心,以更清醒的头脑、更旺盛的斗志、更奋发的姿态和更充沛的干劲,向我们的既定目标进发!
昨日可忆,未来可期
千万种忙碌,同一种姿态
收获来自奋斗 精彩源于担当
惟有同心同向 才能矢志前行