焊接方式
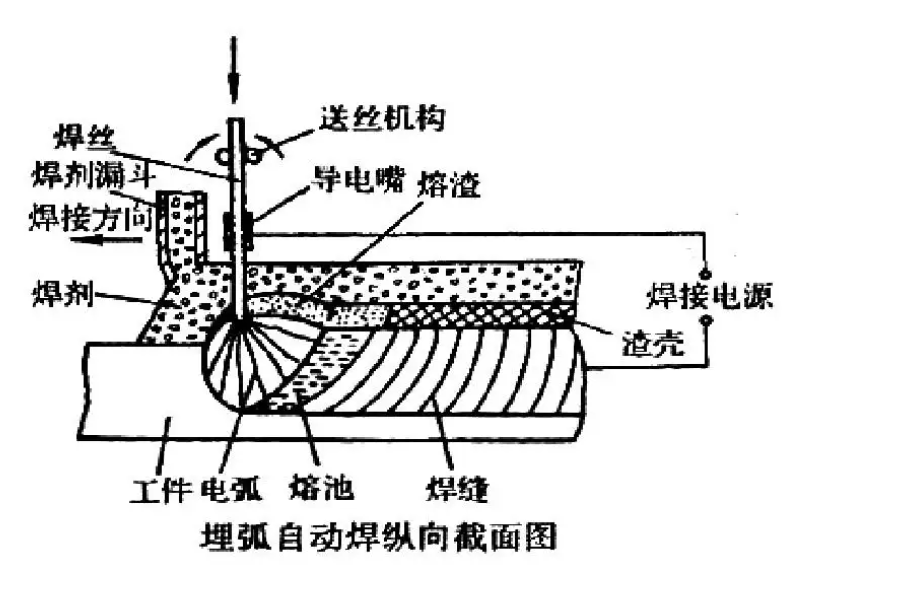
埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。采用埋弧焊的焊接方式,焊接质量稳定、生产率高、而且能做到无弧光及、且烟尘很少,这些显著性的优点,使埋弧焊在压力容器、管段制造、箱型梁柱等重要钢结构制作中广为使用。 近年来,高效优质的焊接方式层出不穷,但依旧无法影响埋弧焊在其应用领域的地位。在船舶制造、发电设备、锅炉压力容器、大型管道、机车车辆、重型机械、桥梁及炼油化工装备生产中,埋弧焊已经成为主导焊接工艺,不断推动着焊接结构制造行业的发展。

焊接特点
埋弧焊生产效率高、焊缝质量好、劳动条件好、自动化程度高,没有弧光辐射,但仍然存在部分缺陷。 埋弧焊的焊接方式,难以全位置焊接 适焊材料非常有限,对焊前配置要求高 不能直接观察电弧与坡口的相对位置,需要焊缝跟踪系统来保证焊接精度 其所有技术优势都需要稳定可靠的系统支持 要求跟踪系统电流大、稳定性高并能对焊接精度有一定的保证

项目需求
苏州全视针对埋弧焊的焊接要求,提供FV-240配合FV302多轴运动控制器整套解决方案。这套解决方案以稳定性、可靠性以及持久重复性为核心,有效保证焊丝与坡口侧壁距离以及干伸长恒定,从而使焊缝与坡口侧壁过渡圆滑,达到侧壁熔合良好,焊渣自动脱落,连续持久自动焊接等效果。 通过传感器+运动控制器整套解决方案,减少用户PLC开发工作量。标准专机下即插即用,支持直线、环缝、延迟跟踪等多种模式。(焊缝跟踪、焊缝引导、焊缝检测、激光寻位、焊缝寻位、跟踪寻位、焊缝纠偏、激光视觉)这套解决方案让焊接真正实现自动化,不仅能够节约人力、提高劳动质量,从技术层面进一步降低焊工劳动强度和焊工技术水平要求,在保证稳定可靠的同时又能实现焊接无人化或者少人化。

功能优点
FV-240配合FV302多轴运动控制器,不仅支持十字滑台升级,还支持多焊缝方式,包括直缝、环缝、TIG、多层道等,满足焊缝过程中的多种需求。抗电磁、弧光干扰强,工作距离大,体积小的同时,还有着高防等级,满足高精度焊接,应用于焊接寻位和实时跟踪。
视频展示
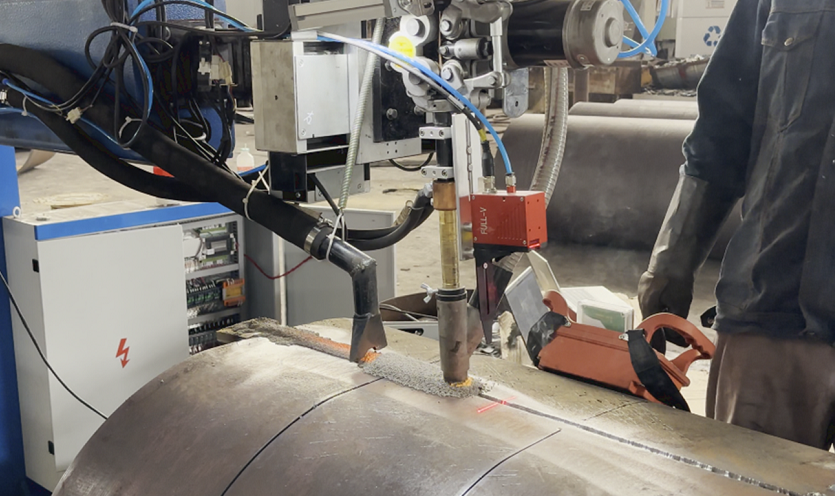
全视焊缝专机跟踪系统—埋弧焊(点击文字可观看视频)
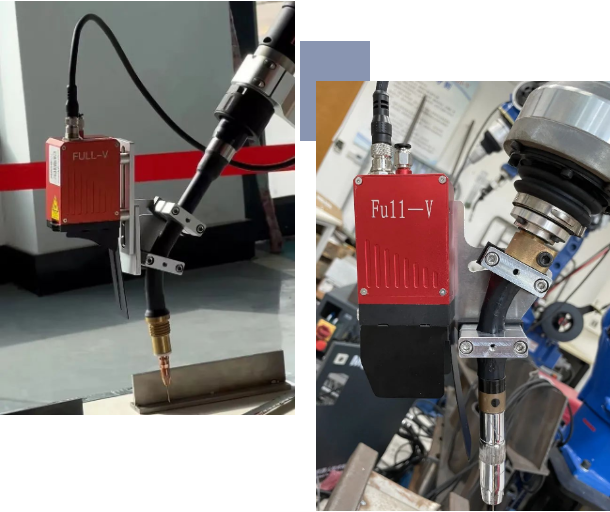
本案例中的工件为开坡口和不开坡口工件,采用苏州全视智能光电FV-240传感器,体积小、适配性强、工作范围大、精度高,可以保证设备长时间稳定工作。
传感器详情
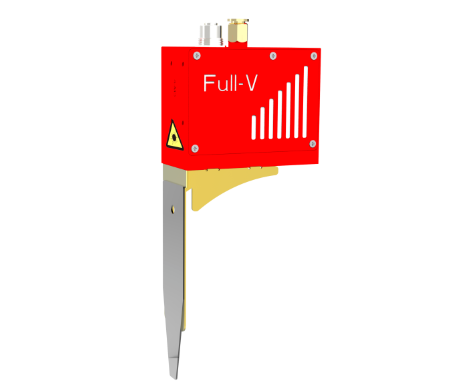
FV-240系列焊缝跟踪系统,针对MIG焊接工艺的工件大、干涉多、坡口大、偏差大等特点,而设计的一套激光传感器和配套的软件系统。焊缝跟踪、焊缝引导、焊缝检测、激光寻位、焊缝寻位、跟踪寻位、焊缝纠偏、激光视觉)
传感器特点
高分辨率系列焊缝跟踪系统 高分辨率,最高分辨率可达0.02mm 视场大,最高达到100mmX130mm检测范围 检测速度高,标准型号SP-200HZ 寻位、跟踪、先扫描后焊接等多种工作模式 支持40余品牌专机和机器人系统 安装高度高,达到210mm安装高度,减少不必须干涉 内置风冷系统,可以长时间稳定工作 内置风刀系统,延长保护玻璃寿命,减少烟雾干扰 内置控制器,系统简洁可靠内置16~128GB内存空间,可对质量进行记录回溯
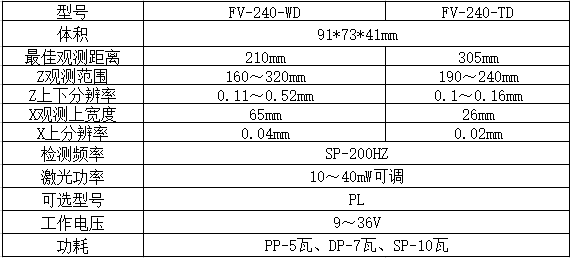
传感器型号
苏州全视
苏州全视智能光电有限公司(Full-V)成立于2017年,位于江苏省苏州市工业园区,在北京、山东设有分公司,华南和西南设有办事机构。公司主要以3D激光焊缝跟踪传感器为核心,为客户提供传感、机器人行业解决方案以及焊接专机系统整套方案。 公司主营产品为各式近距离、中距离、中远距离、远距离、点激光、运动控制器系列传感器以及各行各业定制化焊接解决方案,满足客户各种焊接需求。(焊缝跟踪、焊缝引导、焊缝检测、激光寻位、焊缝寻位、跟踪寻位、焊缝纠偏、激光视觉)
公司在光学、电子硬件、算法、系统等领域大量创新,截至目前,在相关领域已经申请软件著作权48项、专利17项,其中发明专利授权1项、实用新型专利授权4项、软件产品认证1项。获得“江苏省民营科技企业”、“苏州高新技术企业培育入库”、“苏州工业园区第十四届科技领军人才项目”、“国家高新技术企业”等多项资格。
苏州全视以服务客户,共同实现100%项目交付为理念,光电传感器国产化替代为自身定位,期望让机器人标配激光的眼睛!