铭记历史,勿忘国耻,吾辈自强!在当下,国产替代与民族振兴业已成为国人不忘的使命,全视智能秉承着“中国身,中国芯”的自主开发理念,一直不断探索前行,在纪念918这个特殊的日子里,正式发布FV-210-G5 新款细对接传感器,助力“中国智造”!
【大事件】全视品牌升级,启航新征程!
尊敬的各位同事和合作伙伴,
非常高兴地宣布,苏州全视智能光电有限公司进行了全新的品牌升级!全视在以往“FULL-V”的基础文字标识外,推出了全新的图形logo!这个新的Logo代表了公司未来的发展方向和理念,同时也是我们对未来充满信心的体现。
公司动态|苏州全视2022年度颁奖盛典圆满召开!

伴随着新年的来临,苏州全视年度颁奖盛典于2022年12月30日圆满召开!
对于全视来说,2022年是一场长途马拉松,公司全体员工“沉下身子、迈开步子”,共同从2022年跨越至2023年!
本次年会的召开,不仅仅是为了对2022年做出总结,更是为了激扬士气、部署战略、制定目标,奏响新一年度的工作序曲!
公司动态|苏州全视东北、华中办事处成立!
2022年初,全球新冠肺炎疫情大流行仍处于高位运行,苏州全视为顺应国家“外防输入、内防反弹”的总策略,推迟东北办事处和华中办事处的设立。
如今疫情防控措施逐步优化,社会流动开始复苏,苏州全视原计划于2022年初成立的办事处,于2022年12月正式成立!
支持多语言切换 | 全视焊缝系统配置软件

选择全视的理由!由我们来告诉你~
当科技与制作碰撞
激发研发动能 驱动产业进步
苏州全视智能光电
已然成为焊接领域的领先者
用技术说话 用行动践行
一路开创 探索未来
品牌合作|全视焊缝跟踪与卡诺普CROBOTP机器人的适配
一、合作厂商介绍
成都卡诺普CROBOTP机器人技术股份有限公司2012年成立于四川省成都市,是一家专业从事工业机器人核心零部件(控制系统、伺服系统、智能传感器等)及工业机器人、协作机器人整机为研发、生产、销售的国家高新技术企业,产品广泛应用于喷涂、焊接、搬运、码垛、抛光打磨等领域。

品牌合作|全视焊缝跟踪与安川YASKAWA机器人的适

科普知识|详细讲解焊接保护气的选择与应用
焊接保护气的性质及组分对焊接质量具有较大影响,常见焊接保护气体性质不同,对焊接速度、焊缝熔深、电弧稳定性影响不同,因此在实际生产过程中,应综合考虑多种影响因素,选取合适的保护气体,为焊接质量提供可靠保障。
一、引言
电弧焊过程中,若不加保护器,大气中的氧气(O2)或其他气体会侵入电弧和熔池,与高温熔化的金属发生反应,从而产生焊接缺陷,影响产品的适应性能。焊接保护气主要功能是保护待焊金属免受其他气体和杂质的污染,保障焊接产品的质量;另一方面焊接保护气的性能对焊接速度、焊缝熔深、成形、焊接烟尘、电弧稳定性等产生相应影响。焊接保护气按照气体活性程度可以分为惰性气体(如:He)和非惰性气体(如:CO2);按照组元成分可以分为单一组元气体(如:GTAW-使用纯Ar作为保护气体)和多元混合气体(如:GMAW-使用纯75%Ar+25%CO2作为保护气体);按照气体氧化性强弱可以分为强氧化性气体、弱氧化性气体、还原性气体、中性气体;此外,除气体活性程度、组元成分、氧化倾向之外,保护气体的电离能和导热系数也是选择保护气体重要依据。
二、焊接保护气的选择及应用
(一)GTAW中焊接气体的选择及应用
氩气(Ar)因其为惰性气体,常温和高温下不与其他元素起化学作用,且电弧稳定性好,电离电压较低,焊缝成形美观,成本较低,在GTAW中适用作为各种金属焊接的保护气体。目前,GTAW中可以采用氩气作为焊接保护气体的金属包括所有碳钢不锈钢以及几乎全部有色金属:铝、铜、镍、钛、锆等及其合金,并且焊接效果优良。使用单纯的氩气作为GTAW保护气体虽然可以获得优良的焊接接头,但由于其电弧能量较低,在焊接熔透力和焊接速度上无法满足实际需要,此时可采用氩气与其他气体混合以提高焊接熔透力和焊接速度,如Ar+He或Ar+H2等。
(二)GMAW焊接气体的选择及应用
1、普通碳钢(结构钢)GMAW保护气体选用
对于普通碳钢,或者用于生产钢结构的结构钢,如果不是对焊接质量和焊接外观有严格要求,通常采用CO2作为保护气体,此时又称CO2气体保护焊,该方法具有生产效率高、焊接质量好、成本低、实用性强等优点。需要注意的是,液态CO2中可溶解质量分数为0.05%的水,多余的水则成自由状态沉于瓶底。这些水在焊接过程中随CO2一起挥发并混入CO2中,直接进入焊接区。因此水分是CO2气体中最主要的有害杂质。保护气体CO2气体的纯度及质量应当满足要求。
对于焊接质量较高的场合,需要进行无损检测或压力试验时,可用Ar+CO2作为保护气体,保护气体的组份变化可以影响焊接电弧空间形态、电弧能量密度、熔滴过渡方式、焊丝熔化特征及焊接过程飞溅等,还可以改善焊接过程电弧及过渡的稳定性及液态金属与熔池的润湿情况,改善焊缝成型,降低飞溅,消除和防止缺陷的产生,提高焊缝接头的性能。
2、不锈钢GMAW保护气体选用
不锈钢GMAW中焊接气体的选用,不但要根据不锈钢的类型及焊接位置等因素,同时也必须考虑背部成型、焊接组合、熔滴过渡形式等其他因素,才能获得最优的焊接效果。
用纯氩只能适合TIG焊接不锈钢,而不能适用于MIG焊接不锈钢。因为纯氩气体下熔化极气体保护焊时,不锈钢的熔滴和熔池的表面张力较大,熔池液态金属流动性很差,焊缝表面无法铺展润湿,焊道成形较差。
当在氩气中加入1-2%氧,不锈钢的熔滴和熔池的表面张力降低,熔池液态金属流动性增强,提高了焊缝表面的铺展润湿性,焊缝熔深熔宽适中,焊道成形美观。0-1%适合于奥氏体不锈钢,0-2%适合于铁素体不锈钢;0-2%较比0-1%熔池具有更好的流动性,适合于不锈钢焊丝的喷射过渡及脉冲过渡,适合于不锈钢焊件的平焊及平角焊。
当在氩气中加入2-5%CO2,担心有增碳倾向。试验证明CO2≤5%,焊缝含碳量≤0.03%,仍在超低碳的水准以下。电弧的稳定性好,氧化性减弱,合金元素烧损少,无增碳倾向;适合于不锈钢焊丝的短路过渡喷射过渡及脉冲过渡。当在氩气中加入2-5%CO2适合于不锈钢管道的TIG打底焊+MAG填充盖面焊的组合工艺,全位置焊接,短路过渡,焊缝平整美观。
三元混合气体优点更为突出,如组分为Ar+5%CO2+2%O2的三元混合气体,电弧集中性强,焊缝单面焊双面成型好,适合于技术要求较高的不锈钢焊接;组分为Ar+He+CO2的混合气体,其中氦气可增加焊缝的熔深,提高焊接速度,减少焊件的变形量;组分为Ar+CO2+N2的混合气体是欧美开发的新工艺,其中氮气可增加焊缝的熔深和熔宽。
3、铝合金GMAW保护气体选用
对于适合焊接的铝合金,GMAW中通常采用Ar作为保护气,值得注意的是铝合金对焊接气体的纯度有较高要求,如果保护气体达不到,焊缝两侧则会出现黑色氧化物,影响焊接外观质量。如果想要得到较大地焊接熔深和焊接速度,则可以在Ar中加入一定比例的He。由于He的传热系数大,在相同电弧长度下,电弧电压比用Ar时高。电弧温度高,母材热输入大,熔化速度较高。适于焊接厚铝板,可增大熔深,减少气孔,提高生产效率。但如加入He的比例过大,则飞溅较多。
4、其它金属及合金GMAW保护气体选用
对于铜及铜合金GMAW除了使用纯Ar作为焊接保护气外,可以在Ar气中加入一定比例的氮气,可以降低生产成本,同样也能起到保护作用,但有一定飞溅和烟雾,成形较差。对于镍及镍合金GMAW除了使用纯Ar和Ar+He作为焊接保护气外,也可以在Ar气中加入少量的氢气,同样可以提高焊接效率。对于钛及钛合金GMAW,由于Ti与N、H、O都具有较强的结核性,因此只能使用纯Ar和Ar+He作为焊接保护气。
三、结论
综上所述,焊接保护气体在气体保护焊中作用尤为重要,焊接保护气体的选用直接影响到焊接生产的质量、效率及成本。由于焊接材质的多样性,焊接气体的选用也比较复杂。实际生产时,需要综合考虑焊接材质、焊接方法、熔滴过渡形式、焊接位置、以及要求的焊接效果,才能选择最适合的焊接气体,同时达到最佳的焊接结果。
来源:百度-焊接技术交流站
公司介绍
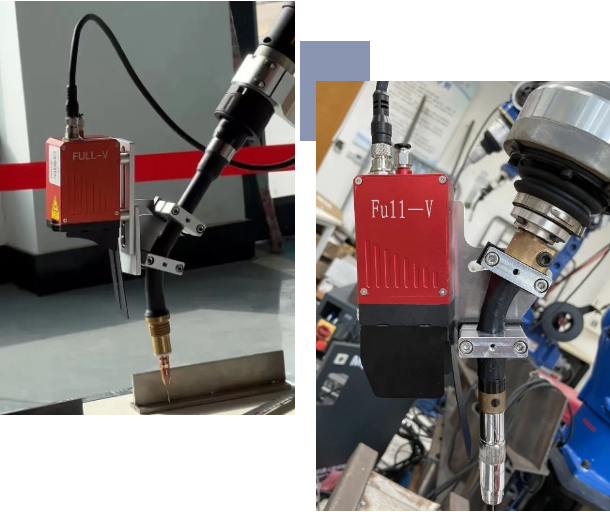
苏州全视智能光电有限公司(Full-V)成立于2017年,位于江苏省苏州市工业园区,在北京、山东设有分公司,华南和西南设有办事机构。公司主要以3D激光焊缝跟踪传感器为核心,为客户提供传感、机器人行业解决方案以及焊接专机系统整套方案。(焊缝跟踪、焊缝引导、焊缝检测、激光寻位、焊缝寻位、跟踪寻位、焊缝纠偏、激光视觉)
苏州全视智能光电有限公司(Full-V)主营产品为各式近距离、中距离、中远距离、远距离、点激光、运动控制器系列传感器以及各行各业定制化焊接解决方案,满足客户各种焊接需求。
苏州全视智能光电有限公司(Full-V)在光学、电子硬件、算法、系统等领域大量创新,截至目前,在相关领域已经申请软件著作权48项、专利17项,其中发明专利授权1项、实用新型专利授权4项、软件产品认证1项。获得“江苏省民营科技企业”、“苏州高新技术企业培育入库”、“苏州工业园区第十四届科技领军人才项目”、“国家高新技术企业”等多项资格。
苏州全视智能光电有限公司(Full-V)以服务客户,共同实现100%项目交付为理念,光电传感器国产化替代为自身定位,期望让机器人标配激光的眼睛!
科普知识|焊接保护气体的重要性
焊接用气体主要是指气体保护焊中所用的保护性气体,包括二氧化碳(CO 2 )、氩气(Ar)、氦气(He)、氧气(O 2 )、混合气体等。焊接时保护气体既是焊接区域的保护介质,也是产生电弧的气体介质;因此气体的特性(如物理特性和化学特性等)不仅影响保护效果,也影响到电弧及焊接过程中的稳定性。

常用的保护气体类型代号及保护气体组成见下表1
表1:焊接时保护气体的分类
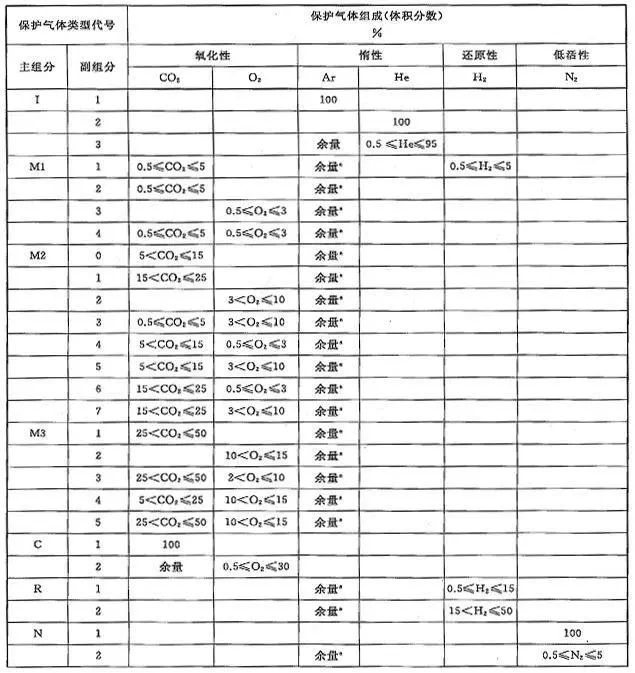
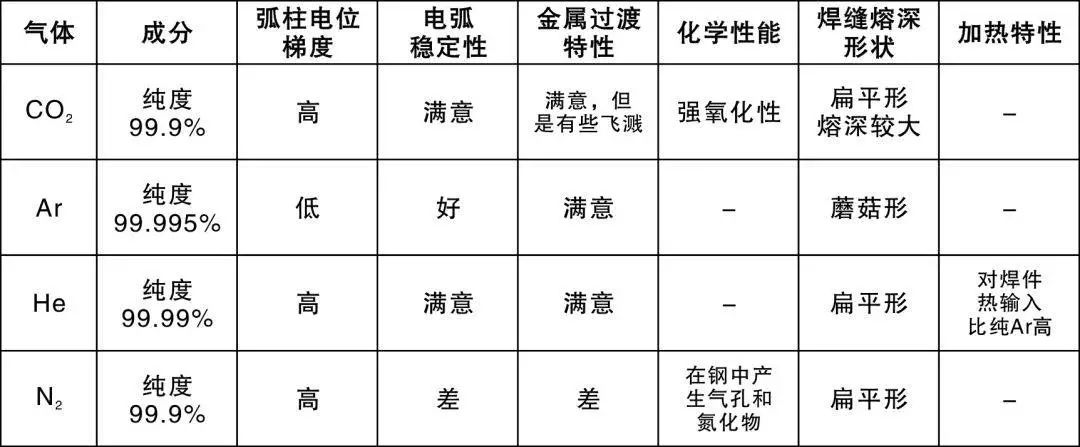
不同焊接过程中气体的作用也有所不同,并且气体的选择还与被焊材料有关,这就需要在不同的场合选用具有某一特定物理或化学性能的气体甚至多种气体的混合。焊接中常用气体的主要性质和用途见表2,不同气体在焊接过程中的特性见表3:
表2:焊接常用气体的主要特征和用途
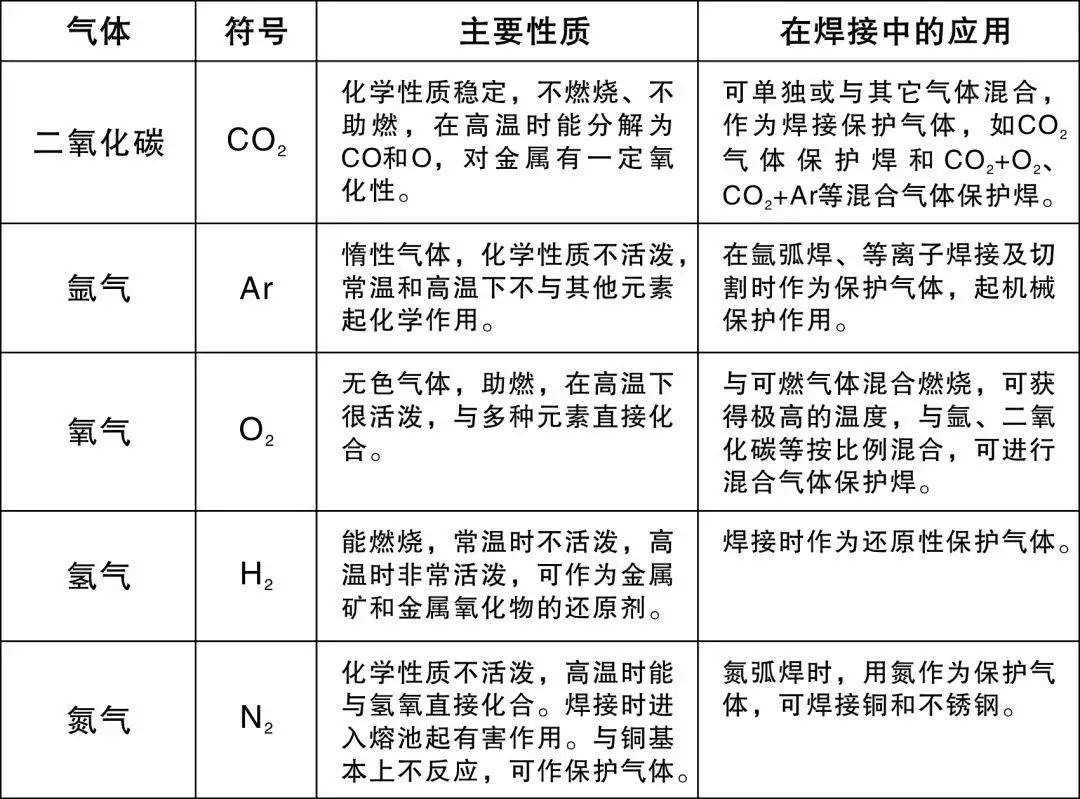
表3:不同气体在焊接过程中的特性
特别要提醒的是:使用CO 2 气体焊接,请一年四季都必须使用气体加热装置,因为CO 2 气瓶内的CO 2 气体,液态转化气态需要消耗大量的热,为避免温度过低冻住气表,阻碍CO 2 气体顺畅流出,必须使用气体加热器进行加热。并且CO 2 气体中含有少量的水分,水分在焊接过程中分解成氧气、氢气,焊缝会出现氢气孔,加热可以显著降低氢气孔的出现。
所以焊接过程中,不仅仅要选择对的焊接材料,还要选择可靠的焊接气体来与之匹配。
文章来源:搜狐-焊割在线
苏州全视智能光电有限公司(Full-V)成立于2017年,位于江苏省苏州市工业园区,在北京、山东设有分公司,华南和西南设有办事机构。公司主要以3D激光焊缝跟踪传感器为核心,为客户提供传感、机器人行业解决方案以及焊接专机系统整套方案。
苏州全视智能光电有限公司(Full-V)主营产品为各式近距离、中距离、中远距离、远距离、点激光、运动控制器系列传感器以及各行各业定制化焊接解决方案,满足客户各种焊接需求。焊缝跟踪、焊缝引导、焊缝检测、激光寻位、焊缝寻位、跟踪寻位、焊缝纠偏、激光视觉。
苏州全视智能光电有限公司(Full-V)在光学、电子硬件、算法、系统等领域大量创新,截至目前,在相关领域已经申请软件著作权48项、专利17项,其中发明专利授权1项、实用新型专利授权4项、软件产品认证1项。获得“江苏省民营科技企业”、“苏州高新技术企业培育入库”、“苏州工业园区第十四届科技领军人才项目”、“国家高新技术企业”等多项资格。
苏州全视智能光电有限公司(Full-V)以服务客户,共同实现100%项目交付为理念,光电传感器国产化替代为自身定位,期望让机器人标配激光的眼睛!